Focus on extrusion, granulation screw barrels design and manufacturing





What are the points of cleaning the barrel and screw
2022.07.01
1. Choose the correct cleaning agent
There are a variety of cleaning agents on the market today, and some of them are not product-specific, and the price of these cleaning agents is not cheap, and the cleaning effect is also good or bad. Therefore, it is recommended to choose a professional cleaning agent to achieve the effect. Customers can choose according to the conditions of the barrel and screw. If resin is used as the cleaning material, pay attention to help customers save a lot of costs.
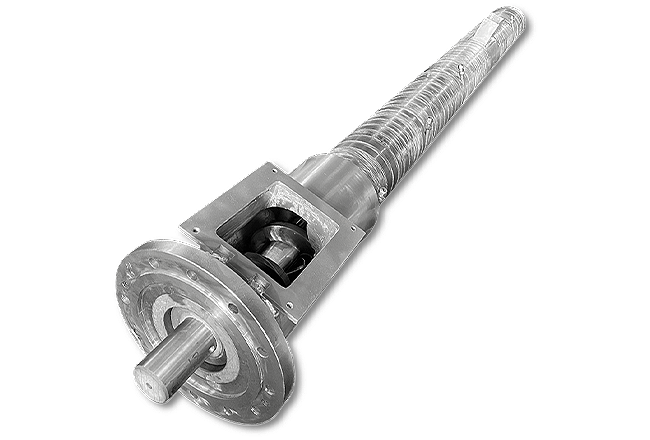
Specification:
Up Diameter:Φ30mm-Φ400mm
Ratio of length to diameter:L/D=20-50
Down Diameter:Φ30mm-Φ300mm
Ratio of length to diameter:L/D=8-20
2. Use the correct cleaning method
When cleaning the screw, it is necessary to close the feeding port at the bottom of the hopper first, and then reduce the speed of the screw to 15-25r/min. This speed needs to be maintained until the melt flow at the front end of the die will no longer flow.
There are specialties in the industry, and professionals do professional work. When cleaning, you need to observe the screw speed and torque from the control panel, and you need to observe the pressure of the system. During the entire cleaning process, do not remove the die first, wait until The processed material is completely replaced with clean resin, and then the machine is stopped and the die is removed, and then the screw is started to allow the clean resin to flow out.
There are specialties in the industry, and professionals do professional work. When cleaning, you need to observe the screw speed and torque from the control panel, and you need to observe the pressure of the system. During the entire cleaning process, do not remove the die first, wait until The processed material is completely replaced with clean resin, and then the machine is stopped and the die is removed, and then the screw is started to allow the clean resin to flow out.
When cleaning the barrel, the heating temperature should be set at 200°C. After the barrel reaches this temperature, cleaning will begin.
3. Choose the right cleaning tool
When cleaning the barrel and screw, the cleaning materials and cleaning tools needed include goggles, barrel ruler, heat-resistant gloves, copper scraper, copper brush, cotton cloth, etc.
Note that when cleaning, do not use very sharp steel tools to avoid scratching the surface of the screw and barrel.
Hot Products












Zhejiang Alven Intelligent Manufacturing Co., Ltd
Jiangsu Alven Machinery Co., Ltd
Copyright © Zhejiang Alven Intelligent Manufacturing Co., Ltd all rights reserved.

